|
|
|
|
Neuigkeiten Das Projekt Technik RoboSpatium Unterstützung Stichwortverzeichnis Download Reaktionen Spiele Gadgets Kontakt <<< CNC v3.2.2 CNC 3018Pro Mostics >>> CNC Graviermaschine T8Video zur CNC T8Zu kaufen gibt's die Maschine auf Gearbest. Beschreibung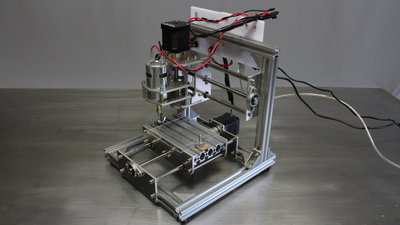
Die CNC vom Typ T8 wurde mir von dem Onlinehändler Gearbest zur Verfügung gestellt. Die CNC wird als Graviermaschine beworben, da die Mechanik zu instabil ist, um höhere Seitenlasten abzufangen, wie sie beim Fräsen von Holz oder Plastik auftreten. Die Maschine ist gut geeignet, um Grundwissen rund um rechnerunterstützte Fertigung (Computer Aided Manufacturing, CAM) zu erwerben. Aufgrund des günstigen Preises vernichtet man nicht gleich Unsummen an Geld für benötigte Ersatzteile, wenn man als Anfänger etwas falsch gemacht macht (was früher oder später unweigerlich passiert). Die Softwarekette vom 3D-Modell aus einem CAD-Programm hin zu den Maschinenbefehlen birgt ebenso Fallstricke wie die Vorbereitung der Maschine. Wer lernen möchte, wie's prinzipiell geht, ist mit der Maschine nicht schlecht beraten. 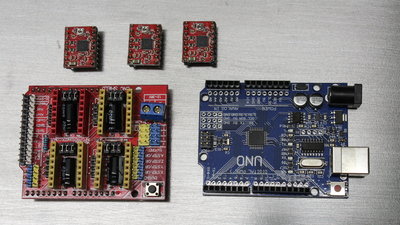
Die drei Achsen der CNC werden über Gewindespindeln von bipolaren Schrittmotoren angetrieben. Die Elektronik besteht aus einem Arduino Uno-Klon mit einem aufgesetzten CNC-Shield. Als Firmware läuft auf dem Mikrocontroller grbl, womit G-Code verarbeitet werden kann. 
Als Schneidwerkzeuge liegen dem Bausatz drei V-Bits mit einem Winkel von 10 Grad bei. Damit kann Holz oder Kunststoff mit einer Tiefe von bis zu 3mm graviert werden. Der Shaftdurchmesser der Bits beträgt 3.175mm oder 1/8 Zoll. Die Werkzeugaufnahme an dem Fräsmotor ist nur für diesen Schaftdurchmesser geeignet. Bauanleitung
Geliefert wird die Graviermaschine als Bausatz. Eine Anleitung zum Bau der Mechanik ist nicht vorhanden, daher übernehme ich das hiermit, um euch die Puzzlearbeit zu vereinfachen... 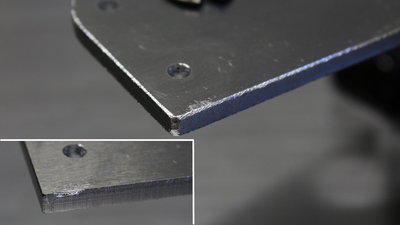
Die Teile sind nicht frei von Kratzern, was die Funktion aber nicht beeinträchtigt. Sehr zu empfehlen ist es, die scharfen Kanten der Bauteile mit einer Feile zu entgraten, um sich blutige Finger beim Zusammenbau und später im Betrieb der CNC zu ersparen. 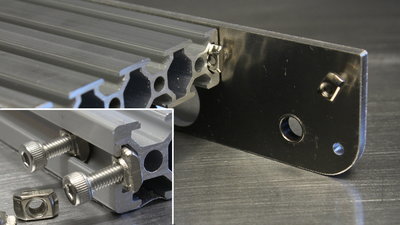
An den Aluprofilen werden die Teile mit speziellen Muttern und Innensechskantschrauben befestigt. Sechskantwerkzeuge liegen dem Bausatz bei. 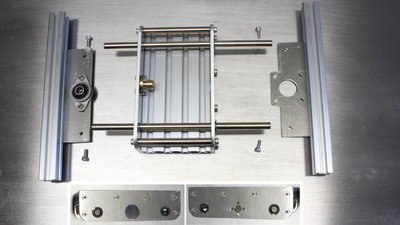
Die beiden Rundstäbe an dem Frästisch sind die dünneren. 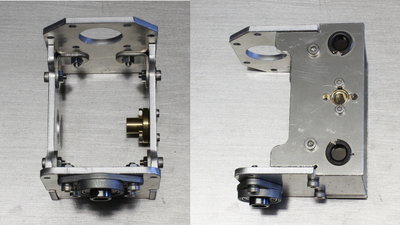
Aufpassen, dass der Schlitten für die X-Achse nicht spiegelverkehrt aufgebaut wird. Die Messingmutter ist rechts, das Kugellager unten. 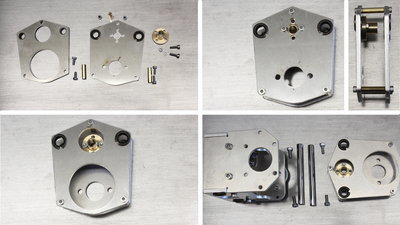
Der Schlitten der Z-Achse. 
Der Schrittmotor der Z-Achse wird mit Distanzmuttern befestigt 
Der Eisenring an dem Fräsmotor muss entfernt werden. 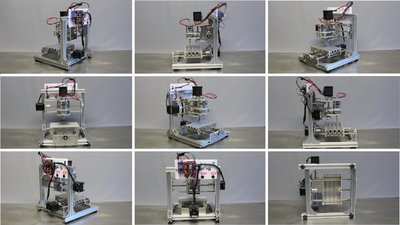
Der Rundgang um die fertig montierte Maschine. Elektronik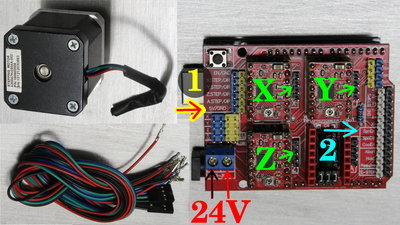
Zur Ansteuerung wird ein Arduino Uno Klon mit einem CNC-Aufsatz (Version 3.00) verwendet. An die drei Schrittmotoren muss wie im Video gezeigt je ein Kabel mit Flachstecker gelötet werden. Die Stecker werden neben den A4988 Treiber-Chips auf den CNC-Shield gesteckt (X, Y, Z). Die Buchse zum 24V-Netzteil wird ebenfalls mit dem Shield verbunden, wobei die korrekte Polung unbedingt zu beachten ist! An den beiden mit (1) bezeichneten Pins wird die Platine mit dem Relais angeschlossen. Hier werden 5V Versorgungsspannung bereitgestellt. Auch hier muss die korrekte Polung beachtet werden! An dem linken (blauen) Pin liegt +5V an, an dem rechten (gelben) Pin liegt Masse (Minus) an. Der Steuerpin des Relais wird mit dem "Spindle Enable" (SpnEn) Pin verbunden (2). 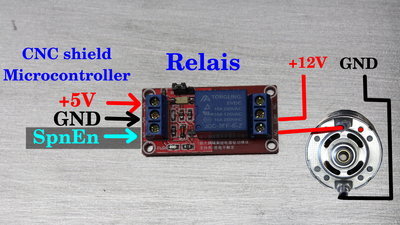
Der Fräsmotor wird über ein Relais Ein- und Ausgeschaltet. Die Anschlüsse auf der linken Seite werden mit den enstprechenden Pins auf dem CNC-Shield verbunden (Abbildung oben). Der Fräsmotor wird auf der rechten Seite der Platine über das Relais mit +12V der Buchse für das 12V Netzteil verbunden. Masse dieser Buchse wird mit Masse des Motors verbunden. 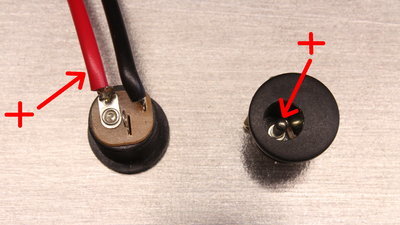
Die korrekte Polung an den Anschlussbuchsen ist unbedingt zu beachten! Plus (rote Zuleitung verwenden) liegt am mittleren Pin der Buchse! Die Zuordnung zu den Lötverbindern auf der Rückseite kann mit Hilfe eines Durchgangsprüfers (Multimeter) gefunden werden. 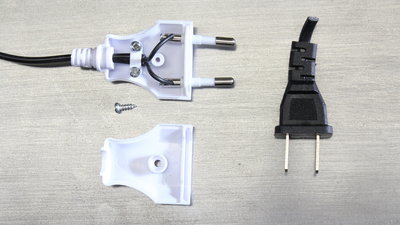
Die Adapter der Netzstecker sind ein Schwachpunkt des Bausatzes. Der Stecker des 24V Netzteiles lässt sich einfach durch ein entsprechendes Netzkabel ersetzen. An dem 12V Netzteil habe ich einen passenden Stecker verschraubt. Um die Maschine im Notfall schnell abschalten zu können, ist eine schaltbare Steckdosenleiste sehr zu empfehlen. 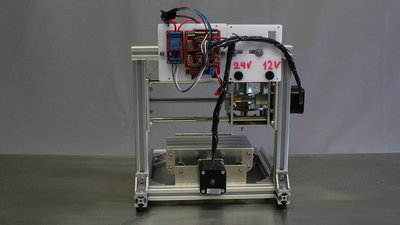
Befestigt sind die Komponenten an der Rückseite der Maschine. Software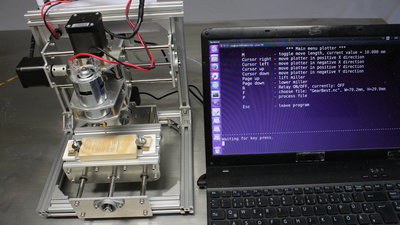
Zur Ansteuerung der Maschine per Tastatur und zum Übertragen von G-code Dateien habe ich ein kleines Programm geschrieben, das unter Linux von der Kommandozeile läuft. Die X-Achse muss sich nach rechts bewegen, wenn die rechte Pfeiltaste gedrückt wird. Ist das nicht der Fall, so muss der Stecker der X-Achse auf dem CNC-Shield um 180 Grad gedreht werden. Der Frästisch muss sich beim Drücken der Pfeil hoch Taste nach vorne bewegen (der Fräsmotor bewegt sich in Relation dazu nach hinten). Ist das nicht der Fall, so muss auch der Stecker des Y-Motors um 180 Grad gedreht werden. Der Fräsmotor muss sich beim Drücken der Bild auf Taste nach oben bewegen, ansonsten muss auch dieser Stecker gedreht werden. Die (experimentelle) Software, die ich im Video genutzt habe, gibt's in der Rubrik Download. FirmwareAuf meiner T8 läft ab Werk grbl in Version 0.9. Die Standardwerte lauten:Grbl 0.9g ['$' for help] $0=10 (step pulse, usec) $1=25 (step idle delay, msec) $2=0 (step port invert mask:00000000) $3=6 (dir port invert mask:00000110) $4=0 (step enable invert, bool) $5=0 (limit pins invert, bool) $6=0 (probe pin invert, bool) $10=3 (status report mask:00000011) $11=0.020 (junction deviation, mm) $12=0.002 (arc tolerance, mm) $13=0 (report inches, bool) $14=1 (auto start, bool) $20=0 (soft limits, bool) $21=0 (hard limits, bool) $22=0 (homing cycle, bool) $23=0 (homing dir invert mask:00000000) $24=25.000 (homing feed, mm/min) $25=500.000 (homing seek, mm/min) $26=250 (homing debounce, msec) $27=1.000 (homing pull-off, mm) $100=800.000 (x, step/mm) $101=800.000 (y, step/mm) $102=800.000 (z, step/mm) $110=400.000 (x max rate, mm/min) $111=400.000 (y max rate, mm/min) $112=400.000 (z max rate, mm/min) $120=200.000 (x accel, mm/sec^2) $121=200.000 (y accel, mm/sec^2) $122=200.000 (z accel, mm/sec^2) $130=200.000 (x max travel, mm) $131=200.000 (y max travel, mm) $132=200.000 (z max travel, mm) Beispiele
3mm Depron, Buchstabenhöhe 28mm: Depron ist ein günstiges, sehr leicht zu bearbeitenden Material und eignet sich daher gut für erste Experimente mit der Maschine. 
1mm Sperrholz, Buchstabenhöhe 28mm: Vortriebsgeschwindigkeit: 80mm pro Minute Tiefe pro Durchgang: 0.3mm Das dünne Sperrholz lässt sich mit der Maschine leicht durchtrennen. 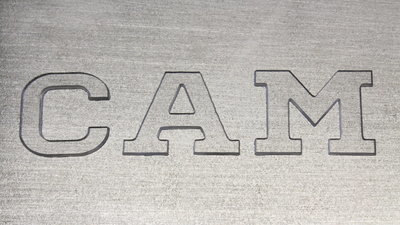
2mm Acrylglas, Buchstabenhöhe 28mm: Vortriebsgeschwindigkeit: 80mm pro Minute Tiefe pro Durchgang: 0.2mm Selbst das Acrylglas lässt dich mit der Maschine durchtrennen. Aufgrund des verwendeten V-Fräsers ist die Kante nicht rechtwinklig. 
Gravur in Holz (30x80mm): Vortriebsgeschwindigkeit: 80mm pro Minute Tiefe pro Durchgang: 0.3mm Tiefe der Gravur: 1.2mm Beim Bearbeiten von Holz sollte ein Staubsauger griffbereit sein, um die Späne von Zeit zu Zeit absaugen zu können. Die Gravur ist klar erkennbar, aufgrund der Faserstruktur des Holzes sind die Kanten jedoch leicht ausgefranst und müssen für ein gutes Resultat mir Schmirgelpapier nachgearbeitet werden. 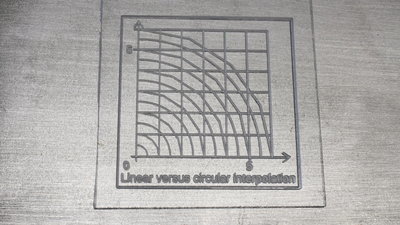
Gravur in Acrylglas: Linientiefe 1mm, 0.2mm pro Durchgang, Vortrieb 80mm/min. Die Buchstabenhöhe beträgt circa 5mm, die Schrift ist gut zu lesen. 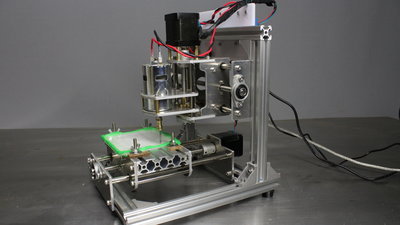
Kunststoff ist ein sehr kritisches Material, was die Maschinenparameter betrifft. Bewegt sich der Fräser zu langsam durch das Werkstück, so schmilzt der Kunststoff, womit die Schneide keine Späne mehr aus dem Material abtragen kann. Wird hingegen eine zu hohe Vortriebsgeschwindigkeit eingestellt, so kann der relativ langsam drehende Fräser nicht schnell genug Späne aus dem Material schneiden und bricht ab. Mittels Wasserkühlung wird hier das Schmelzen des Kunststoffes bei der recht niedrigen Vortriebsgeschwindigkeit von nur 80mm pro Minute verhindert. Somit kann auch mit dieser leistungsschwachen CNC der Kunststoff gut bearbeitet werden. Hier hält eine Umrandung aus Knetmasse das Kühlwasser auf der zu gravierenden Platte aus Acrylglas. Damit kann die Maschine auch über lange Zeit unbeaufsichtigt an dem Material arbeiten. 
Gravur in einer kupferbeschichteten Platte: Vortriebsgeschwindigkeit: 80mm pro Minute Abmessungen der Grafik: 80x10mm Tiefe: 0.6mm, 2 Durchgänge Ob die Maschine zum Isolationsfräsen von Leiterplatten verwendet werden kann? Versuche werden folgen... <<< CNC v3.2.2 CNC 3018Pro Mostics >>> Neuigkeiten Das Projekt Technik RoboSpatium Unterstützung Stichwortverzeichnis Archiv Download Reaktionen Spiele Verweise Gadgets Kontakt Impressum |
|
|