|
|
|
|
Neuigkeiten Das Projekt Technik RoboSpatium Unterstützung Stichwortverzeichnis Download Reaktionen Spiele Gadgets Kontakt <<< Impressum ...to be continued. >>> Direkt Granulat Extruder V7.1Video zum Direkt Granulat Extruder V7.1Design von Extruder V7.1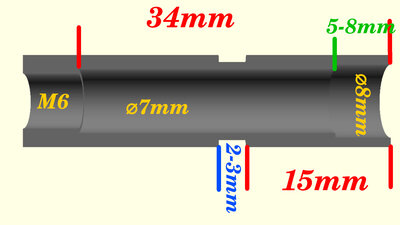
Nach wie vor basiert die Extruderröhre auf einer 40mm langen M6er Gewindehülse aus Edelstahl. Ziel für die Entwicklung von Version 7.1 war eine weitere Vereinfachung des Designs. Die Vorgängerversion V7.0 nutzte einen Messingeinsatz, um die allzu raue Wand der Extruderröhre zu verkleiden. In Version 7.1 wird das Gewinde mit einem 6.8mm Bohrer entfernt und diese Bohrung anschließend mit einer Handreibahle auf einen Durchmesser vom 7mm vergrößert. Die Handreibahle sorgt dafür, dass die Wand der Bohrung glatter ist. Dadurch funktioniert der Extruder auch ohne den Einsatz. Die Bohrung wird an der Oberkante auf eine Tiefe von 6-8mm auf 8mm aufgebohrt. Der Extruder funktioniert prinzipiell auch ohne diese Stufenbohrung, der Materialvorschub pro Schraubenumdrehung ist mit dieser Erweiterung an der Oberkante aber bis zu 20% höher. An der Oberkante wird die Gewindehülse mit einem 90° Senker bis fast zum Außendurchmesser erweitert. Drei Einkerbungen an der Oberkante verbessern den Materialvorschob ebenfalls. 
Extruderröhre V7.1 (unten bzw, links) im Vergleich mit V7.0. 
Um das größere Volumen der heißen Zone bei Extruder V7.1 besser heizen zu können, habe ich den Alublock mit dem Heizelement auf eine Länge von 20mm vergrößert. Der Effekt ist aber nicht überragend groß, weshalb der Heizblock mit 15mm Höhe von Version 7.0 auch funktioniert. Im Download-Paket sind 3D Dateien mit den Bohrschablonen für beide Versionen enthalten. Alle weiteren Komponenten sind unverändert im Vergleich zur Vorgängerversion V7.0. DownloadDie 3D-Dateien und die Skizze des Extruders sind als Download-Paket erhältlich.Druckbeispiele
Hohlzylinder Abmessungen: 100x100x100mm Wandstärke: 0.7mm Schichtstärke: 0.4mm Extrusionsweite: 0.7mm Druckgeschwindigkeit: 30mm/s Der Hohlzylinder wurde nicht im Vasenmodus gedruckt, da dieser im Praxiseinsatz selten relevant ist. Am Wechsel zur nächsten Schicht stoppt der Druck in X/Y-Richtung kurzfristig. Der dadurch entstehende Saum zeigt, wie gut der Extruder von maximalem Volumendurchsatz auf 0 und zurück zum Maximalwert wechseln kann. Ich hatte den selben Test mit dem Prusa mit dem originalen Filamentextruder vorgenommen (links im Bild) und hier ist die Erhebung wesentlich deutlicher ausgeprägt. 
Hohlzylinder Abmessungen: 100x100x100mm Wandstärke: 0.7mm Schichtstärke: 0.4mm Extrusionsweite: 0.7mm Druckgeschwindigkeit: 30mm/s Der Blick durch das Mikroskop zeigt, dass keine Luftblasen an der Wand auftreten. 
Testdruck Stringing Abmessungen: 3 Kegel mit 10x1x30mm Wandstärke: 0.7mm Schichtstärke: 0.2mm Extrusionsweite: 0.5mm Druckgeschwindigkeit: 30mm/s Insgesamt werden nur sehr wenige, sehr dünne Fäden zwischen den Kegeln gesponnen, die nach dem Druck leicht per Hand entfernt werden können. 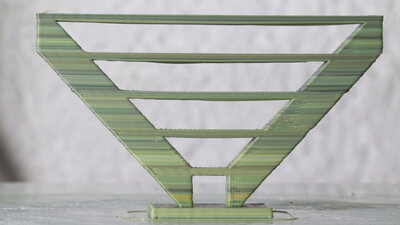
Testdruck Bridging Abmessungen: Brücken von 8 - 65mm Länge Schichtstärke: 0.2mm Extrusionsweite: 0.5mm Druckgeschwindigkeit: 30mm/s Beim Bridging fällt der Gegendruck an der Düsenspitze schlagartig an der Kante beim Übergang zur Lücke. Der Extruder hat damit offensichtlich keine Schwierigkeiten. Auch erfolgt die Extrusion ausreichend konstant, so dass keiner der Fäden reißt. Bridging stellt prinzipiell kein Problem dar. Um wieviel der in Luft gedruckte Strang durchsackt, hängt nicht nur vom Extruder ab, sondern unter Anderem von der Kühlung durch die Lüfter, Ich habe nicht allzu viel Finetuning betrieben - hier geht es erstmal nur um den Extruder, nicht um das Gesamtpaket aus Extruder und Drucker. 
Kettenglied Abmessungen: 27x25x12mm Schichtstärke: 0.2mm Extrusionsweite: 0.5mm Druckgeschwindigkeit: 30 und 80mm/s Die 3 Kettenglieder wurden mit unterschiedlichen Geschwindigkeiten und Beschleunigungswerten gedruckt. Rechts: 30mm/s bei einer Beschleunigung von 500mm/s2 Mitte: 80mm/s bei einer Beschleunigung von 500mm/s2 Links: 80mm/s bei einer Beschleunigung von 10000mm/s2 Bei voller Beschleunigung ist ein deutliches Wellenmuster auf der Oberfläche zu sehen. Die 1037g, die längs der X-Achse bewegt werden, versetzen die gesamte Druckermechanik in sichtbare Schweingungen. 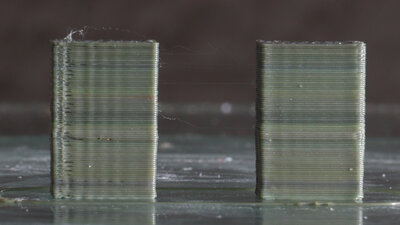
Test Retract Abmessungen: Zwei Quader zu 10x5x10mm im Abstand von 10mm Schichtstärke: 0.2mm Extrusionsweite: 0.5mm Druckgeschwindigkeit: 30mm/s Zu beachten ist der linke Quader, bei dem der Druck an der Vorderseite nach einem Retract von links nach rechts hin beginnt. Hier entstehen kleine Spalte. Der Grund dafür liegt in einem Gnubbel, der beim Druckansatz durch zu viel extrudierten Kunststoff entsteht. Beim Retract wird die Schraube sehr schnell um einen Drehwinkel rückwärts gedreht, sagen wir um eine Schraubenumdrehung. Beim Deretract erfolgt eine schnelle Vorwärtsdrehung um den Selben Winkel, also wieder um eine volle Umdrehung. Es wird theoretisch beim Retract so viel Material in der Röhre angehoben, wie beim Deretract wieder nach unten gepresst wird - dennoch tritt dabei Material aus der Düsenspitze aus; warum nur? Nun, beim Retract wird an der Düse etwas Luft angesaugt und ein Teil dieser Luft steigt in dem Extruder nach oben, weil flüssiger Kunststoff der Schwerkraft folgend nach unten fließt. Beim Deretract wird daher das Material herausgepresst, dass während des Retracts und der Bewegung des Druckkopfes zum nächsten anzufahrenden Punkt in Richtung Düse geflossen ist. Der "Gnubbel" an der Stelle des Deretracts liegt an der inneren Lage der beiden Außenwände, Fährt der Drucker beim Abarbeiten der äußersten Lage über den "Gnubbel", kommt es zu Schwingungen und damit zur Ausbildung einer unschön hervorstehenden Kante sowie einem anschließenden Spalt. 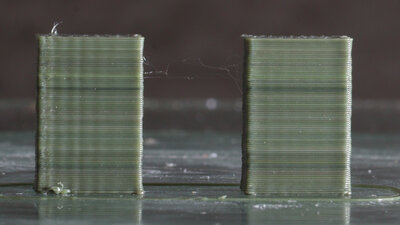
Test Retract Abmessungen: Zwei Quader zu 10x5x10mm im Abstand von 10mm Schichtstärke: 0.2mm Extrusionsweite: 0.5mm Druckgeschwindigkeit: 30mm/s Der zu ändernde Parameter beim Prusa Slicer lautet "Extra length at deretract" und muss auf einen negativen Wert gesetzt werden, in meinem Fall -1mm. Nicht berücksichtigt wird dadurch, dass dann im Anschluss für ein paar Millimeter eigentlich zu wenig Material extrudiert wird, da die eingesaugte Luft den Extruder wieder vollständig verlässt - dazu wären neue Parameter in der Software nötig. Durch den negativen Wert beim Deretract wird zumindest kein "Gnubbel" mehr gedruckt und die Kante gelingt ohne unschöne Spalte. 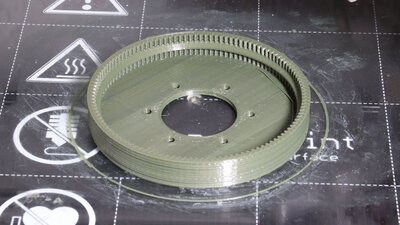
Zahnrad Abmessungen: 85x85x12mm Schichtstärke: 0.2mm Extrusionsweite: 0.5mm Druckgeschwindigkeit: 60mm/s <<< Impressum ...to be continued. >>> Neuigkeiten Das Projekt Technik RoboSpatium Unterstützung Stichwortverzeichnis Archiv Download Reaktionen Spiele Verweise Gadgets Kontakt Impressum |
|
|