|
|
|
|
Neuigkeiten Das Projekt Technik RoboSpatium Unterstützung Stichwortverzeichnis Download Reaktionen Spiele Gadgets Kontakt <<< Extruder V5.5 Extruder V6.1 + V6.2 >>> Direkt Granulat Extruder V6.0: Teflon-EinsatzVideo zum Direkt Granulat Extruder V6.0Der steinige Weg zu einer neuen Version
Der Versionssprung von dem im vorherigen Kapitel beschriebenen Extruder V5.5 zu V6.0 war ein langwieriger, zeitintensiver Prozess. Beim Experimentieren gilt: Immer nur einen Parameter ändern, was bei Untersuchungen an Hardware bedeutet, dass ich seeehhhr viele Extruderröhren anfertigen musste - hier ist nur ein Teil davon zu sehen. Extruder V6.0 im Detail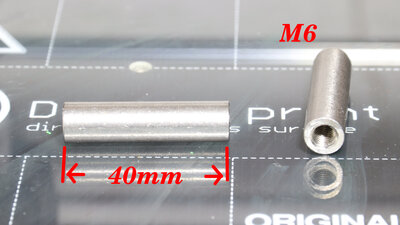
Ausgangsteil ist eine M6er Gewindehülse aus Edelstahl. Edelstahl besitzt eine geringere thermische Leitfähigkeit als normaler Stahl, was vorteilhaft für einen geringen Wärmefluss vom Hot- zum Coldend ist. 
Nachteilig ist allerdings die höhere Härte des Materials beim Bearbeiten mit meiner günstigen Drehmaschine. Beim Ausbohren des innenliegenden Gewindes entstehen Rillen in radialer Richtung - dabei macht es keinen wesentlichen Unterschied, ob ich direkt auf den Enddurchmesser bohre oder dabei stufenweise vorgehe. 
Die Lösung bestand darin, aus einem Teflonröhrchen mit 10mm Außen- und 8mm Innendurchmesser etwa ein Viertel herauszuschneiden. Wird dieses zusammengedrückt und in die 8,5mm Bohrung eingeklebt, so verbleibt ein Spalt von etwa 2-3mm. Dieser Spalt sorgt dafür, dass die Bewegung des Plastiks in radialer Richtung gebremst wird, die Reibung in axialer Richtung der Röhre allerdings ausreichend klein bleibt. Am oberen Ende ragt das Teflonröhrchen etwa 5mm heraus und darf nicht bündig abgschnitten werden! 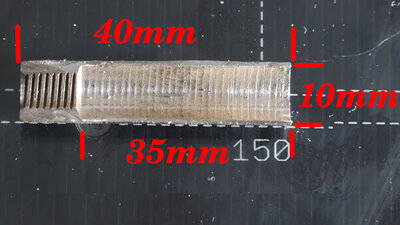
Das Innengewinde wird mit einem Mohrer von 8.5mm 35mm tief ausgebohrt. Edelstahl lässt sich mit cobaltlegierten Bohrern bearbeiten. Extruderschraube
Die verwendete Holzschraube besitzt einen Durchmesser von 6mm außen am Gewinde. Der Kerndurchmesser am Gewinde beträgt 4mm. Die Steigung beträgt 2.5mm Oben ist ein Stück einer M8er Messingmutter angelötet. Eine M8er Mutter passt in den Adapter des Getriebes. 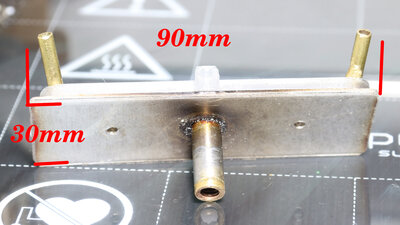
Die Extruderröhre wird an einen Streifen Edelstahlblech mit den Abmessungen 90x30x2mm mit Silberlot hartgelötet. 
Ein Stück 10mm Messing-Rundstab ist oben an der Schraube als Rührer angebracht. DownloadDie 3D-Dateien und die Skizze des Extruders sind als Download-Paket erhältlich.Druckbeispiele
Benchy 300% Abmessungen: 180x93x144mm Schichtstärke: 0.2mm Extrusionsweite: 0.5mm Druckgeschwindigkeit: 120mm/s bei Beschleunigung 10000mm/s2 Druckzeit: 9h Der schwere Druckkopf sorgt für deutlich sichtbares Ghosting, der hahe Materialdurchsatz wurde von dem Extruder aber durchgehend bewältigt. 
Makey Schichtstärke: 0.2mm Extrusionsweite: 0.5mm Diese "Makey" genannte Roboter sind aus einem Stück, mit innenliegenden Gelenken gedruckt und nach dem Lösen vom Druckbett voll beweglich. <<< Extruder V5.5 Extruder V6.1 + V6.2 >>> Neuigkeiten Das Projekt Technik RoboSpatium Unterstützung Stichwortverzeichnis Archiv Download Reaktionen Spiele Verweise Gadgets Kontakt Impressum |
|
|