|
|
|
|
Neuigkeiten Das Projekt Technik RoboSpatium Unterstützung Stichwortverzeichnis Download Reaktionen Spiele Gadgets Kontakt <<< Granulat-Extruder V4 Extruder V4.1: Schrauben >>> Direkt Granulat Extruder V4.1Das Video zu Extruder V4.1Details zu Extruder V4.1
Version 4.1 sieht nicht sooo viel anders aus als der zuvor gezeigte Extruder, ist aber ein weiterer Schritt in die richtige Richtung. Das Kupferrohr für die Wasserkühlung ist per Lötzinn abgedichtet - es tropft somit auch bei intensiver Nutzung kein Wasser mehr heraus. Die Röhre des Extruders ist an zwei Stellen deutlich verkürzt worden: Auffällig ist, dass der Aluminiumblock mit der Heizpatrone kompakter gestaltet ist, so dass das die heiße Seite des Extruders kürzer gestalten werden konnte. Damit wird nicht nur Gewicht eingespart, sondern auch das Volumen an erhitztem Kunststoff ist deutlich kleiner geworden. Je größer dieses Volumen, um so länger benötigt der Kunststoff, um ausgehend von festem Granulat schließlich als flüssige Masse extrudiert zu werden. Kunststoff zersetzt sich unter hohen Temperaturen, daher sollte dieser nur möglichst kurz erhitzt werden. Die zweite Stelle, an welcher die Röhre verkleinert wurde, ist die Distanz vom Hotend zum Coldend. Somit ist der Übergang von fest zu flüssig kleiner, was geringere Reibung der Extruderschraube und auch eine kleinere Kraftkomponente in Richtung der Düse bewirkt. Damit verbiegt sich die Mechanik beim Extrudieren weniger, was zu einem besseren Verhalten in Sachen Retract führt. Aufbau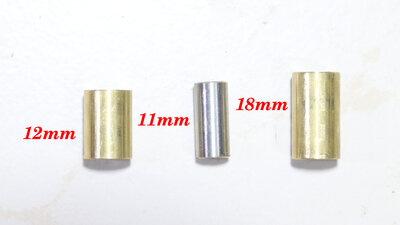
Für ein etwas tieferes Verständnis der Konstruktion und für ganz mutige "early Adopters" folgt eine grobe Beschreibung, wie ich Version 4.1 angefertigt habe: Kernelement ist die Röhre und diese besteht aus drei Teilen: Der mittlere Teil ist die Hitzebarriere, bestehend aus einem 11mm langen Stück eines Edelstahlröhrchens mit 6mm Innen- und 7mm Außendurchmesser, was einer Wandstärke von 0.5mm entspricht. Diese Röhre ist einerseits ausreichend stabil und andererseits dünnwandig genug, um möglichst wenig Wärme vom heißen zum kalten Ende passieren zu lassen. Der obere und untere Teil sind aus 10mm Rundmessing auf meiner Drehbank entstanden - dabei handelt es sich um ein günstiges Einsteigermodell, das zumindest Messing mit ausreichender Präzision bearbeiten kann. 
Der untere Teil (links im Bild) ist 12 bis 13mm lang und wird nach dem korrekten Ablängen zuerst mit einer 5mm-Bohrung versehen. Dann wird eine 6mm Bohrung mit einer Tiefe von etwa 7mm und schließlich eine 7mm-Bohrung von 3mm Tiefe für die Verbindung zum Edelstahlröhrchen gesetzt. Der obere Teil (rechts im Bild) ist 17 bis 18mm lang. Dieser wird mit einem 6mm Bohrer komplett durchbohrt. Von oben wird mit dem 7mm-Bohrer circa 8mm tief gebohrt. Mit einem 8mm-Bohrer geht's circa 6mm tief und mit einem 9mm Bohrer circa 4mm tief. An dieser Stelle tritt das Granulat in den Extruder ein und mit der Stufenbohrung soll dieser Vorgang unterstützt werden. 
Von unten Ende wird am unteren Teil (links im Bild) ein M6er Gewinde für die Düse geschnitten. Am oberen Teil erfolgt von unten eine Bohrung von 7mm mit einer Tiefe von 3mm für die Verbindung zum Edelstahlröhrchen. 
Die drei Teile werden nun mit einem Stück M6er Gewinde miteinander verschraubt. Danach können die Teile mit Flussmittelummanteltem Silberlot hartverlötet werden. 
Nach dem Erkalten kann das M6er Gewinde testweise herausgenommen werden - die 3 Teile sollten in einer Linie luftdicht verlötet sein. 
Für die Wasserkühlung verwende ich 15mm durchmessendes Kupferrohr das mit einer Schablone aus dem 3D-Drucker mit den erforderlichen Bohrungen versehen wird. 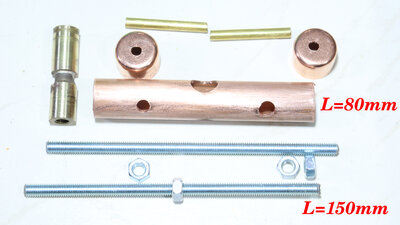
15mm Kupferrohr + Endkappen, M5er Gewindestangen, 4mm Messingröhrchen und Extruderröhre. 
Die M5er Gewindestangen, die Endkappen und die 4mm Messingröhrchen werden mit Elektroniklot weichgelötet - die hohen Temperaturen zum Hartlöten glühen die Materialien zu sehr aus. Außerdem ist Lötzinn deutlich billiger als Silberlot. Ist das alles dicht, wird die Extruderröhre ebenfalls per Weichlöten mit dem Kupferrohr verbunden. Darauf achten, dass die Extruderröhre rechtwinklig zu dem Kupferrohr und den Gewindestangen ausgerichtet ist. 
Verlötete Teile. 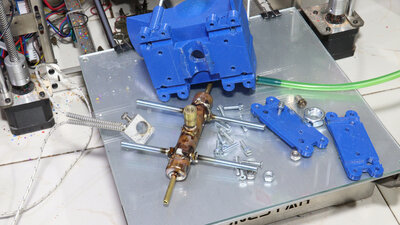
Ist auch danach alles luftdicht, kann diese Kernkomponente mit den Teilen aus dem 3D-Drucker verschraubt werden. Diese 3D-gedruckten Teile sind identisch mit denen der vorangegangenen Version. 
Fast identisch ist auch die 80mm lange, 4.5mm durchmessende Holzschraube, die ich zum Extrudieren verwende. Als einzige Änderung habe ich die Spitze abgetrennt. An dieser befinden sich "Sägezähne", welche für die Funktion als Holzschraube sinnvoll sind, bei der Verwendung als Extruder aber für eine unnötig hohe Reibung sorgen. 
Die Schraube reicht bis circa 5mm über den Düsenschaft - mit dieser Eintauchtiefe im Extruder habe ich die besten Ergebnisse erzielt. 
Beim Weichlöten der M8er Mutter hilft ein Holzklotz zum Zentrieren der beiden Bauteile. Benötigte TeileDer von mir verwendete Drucker ist ein Zonestar QR2, der zu meinem Bedauern nicht mehr hergestellt wird.Das Hauptzahnrad ist mit zwei Kugellagern Typ 608 (8x22x7mm) an einem Stück einer M8er Gewindestange gelagert. Der Vorratsbehälter ist mit M3er Gewindestangen befestigt (4x 200mm). Mit M5er Gewindestangen erfolgt die Befestigung am Drucker (2x 200mm) Jede Menge M3x16 Schrauben und M3er Muttern werden außerdem benötigt. Der Druck der Teile sollte aus PET-G erfolgen. DownloadDie 3D Dateien habe ich mit openSCAD erstellt. Sowohl die scad-Datei, als auch die stl-Dateien sind im Download-Paket enthalten.Das im Video als Beispiel gedruckte Kettenglied gibt's ebenfalls als OBJ-Datei zum Download Beispieldruck
Kettenglied: Schichtstärke: 0.2mm Düse: 0.4mm Druckzeit: 17min Größe: 27x25x12mm Material: Recycled PLA <<< Granulat-Extruder V4 Extruder V4.1: Schrauben >>> Neuigkeiten Das Projekt Technik RoboSpatium Unterstützung Stichwortverzeichnis Archiv Download Reaktionen Spiele Verweise Gadgets Kontakt Impressum |
|
|